English
English русский
русский عربى
عربى





Share
Our team is proud to offer on time guarantee and product guarantee to customer satisfaction.
Read More

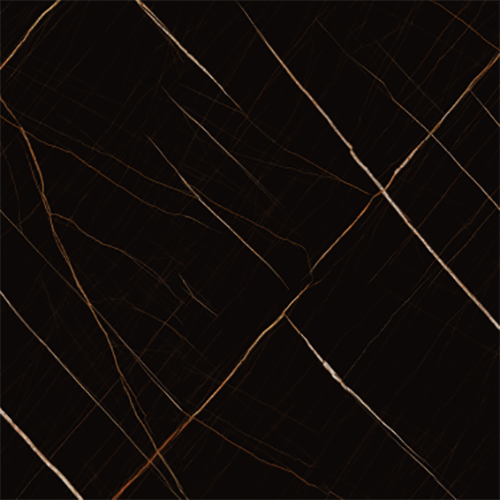
Stone pattern decorative papers have transformed the interior design and furniture manufacturing industries by offering a lightweight, cost-effective, and versatile alternative to natural stone. These specialized papers, impregnated with resins and printed with high-fidelity stone imagery, are the core aesthetic layer in High-Pressure Laminates (HPL), Low-Pressure Laminates (LPL), and direct-print melamine boards. They allow designers to replicate the intricate veining of marble, the rugged texture of slate, and the uniformity of quartz without the structural weight or maintenance requirements of genuine stone.
The primary advantage of using stone pattern decorative papers is the ability to achieve consistent aesthetics at a fraction of the cost. While natural stone can vary significantly from slab to slab, decorative papers offer repeatable patterns, ensuring uniformity across large projects. Furthermore, advanced printing technologies now enable 3D texture synchronization, where the tactile surface matches the visual print, creating a hyper-realistic experience that is difficult to distinguish from the real material.
Content
The quality of stone pattern decorative papers relies heavily on the printing process and the base paper quality. Modern manufacturing has shifted from traditional rotogravure to digital inkjet printing, allowing for unprecedented detail and customization.
Rotogravure printing remains the standard for high-volume production. It uses engraved cylinders to transfer ink, offering consistent color density and speed. However, it is limited by cylinder circumference, leading to pattern repeats every 1.2 to 1.6 meters. Digital inkjet printing eliminates this limitation, allowing for non-repeating patterns over extended lengths. This is crucial for large-format surfaces like conference tables or wall panels, where visible repeats detract from the realism of the stone effect.
The base paper, typically made from bleached kraft pulp, must have high absorbency and wet strength. For stone patterns, which often feature subtle gradients and light backgrounds, the whiteness and opacity of the paper are critical. After printing, the paper is impregnated with melamine-formaldehyde resin. The resin content is carefully controlled between 60-70% to ensure proper flow during pressing while maintaining scratch resistance and clarity of the printed image.
Stone pattern decorative papers cover a vast array of geological aesthetics. Designers can choose from classic marbles, modern concretes, and exotic slates, each serving different functional and emotional roles in interior spaces.
| Stone Style | Visual Characteristics | Common Applications |
|---|---|---|
| Carrara Marble | White background, soft grey veining | Bathroom vanities, kitchen countertops |
| Concrete/Cement | Uniform grey, subtle industrial texture | Office furniture, retail fixtures |
| Slate/Quartzite | Dark tones, rugged layered texture | Flooring, accent walls, outdoor furniture |
| Onyx/Agate | Translucent appearance, vibrant colors | Backlit panels, luxury hospitality |
The trend towards large-format slabs has influenced paper design, with manufacturers creating "book-matched" patterns. These are printed sequences that mimic the symmetrical opening of a book, a high-end feature traditionally associated with expensive natural stone installations. This capability allows laminate producers to compete in the luxury market segment.
While natural stone is prized for its authenticity, it comes with significant drawbacks regarding maintenance, weight, and consistency. Stone pattern decorative papers, when processed into laminates, offer superior practical performance for many applications.
Natural marble is porous and susceptible to staining from acids like lemon juice or wine. In contrast, melamine-impregnated decorative papers create a non-porous surface that is highly resistant to stains, scratches, and UV fading. This makes them ideal for high-traffic commercial environments such as hospitals, schools, and airports, where hygiene and durability are paramount. Cleaning requires only mild detergents, eliminating the need for periodic sealing or polishing.
A typical natural stone slab weighs approximately 20-25 kg per square meter, requiring robust structural support. A laminate panel using stone pattern decorative paper weighs less than 5 kg per square meter. This reduction in weight simplifies logistics, reduces shipping costs, and allows for installation on existing structures without reinforcement. It also enables the creation of movable partitions and lightweight furniture that would be impossible with solid stone.
Choosing the right stone pattern decorative paper involves more than just aesthetic preference. Technical specifications and compatibility with the pressing process are critical for final product quality.
In conclusion, stone pattern decorative papers offer a sophisticated blend of aesthetics, performance, and efficiency. By understanding the manufacturing nuances and design possibilities, architects and manufacturers can leverage these materials to create stunning, durable, and cost-effective interior solutions.

We focus on environmentally friendly, healthy, and fashionable home decoration, making your living space shine with unique charm.
Copyright © Hangzhou Xinyue Decorative Materials Co., Ltd. All rights reserved.
Custom Decorative Papers Manufacturers